
How Can Stainless Steel CNC Machining Achieve Cost Reduction Efficiency
Cost Drivers in Stainless Steel CNC Machining?
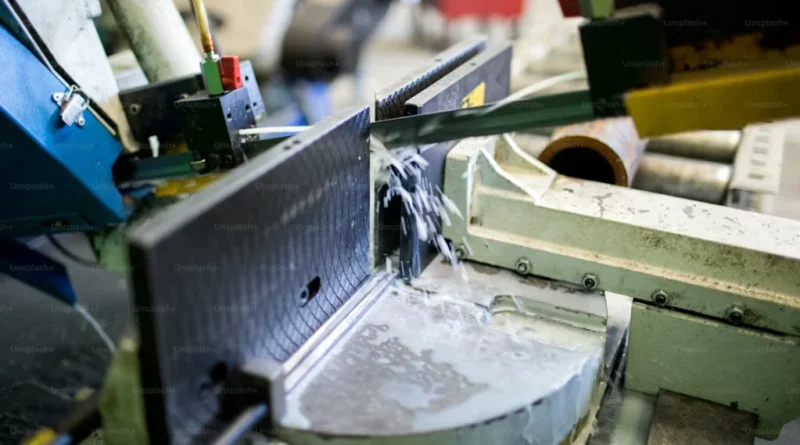
When you handle stainless steel CNC machining, keeping costs in check turns into a nonstop push and pull between accuracy, output, and strength. Each choice—from the type of material to the way tools move—affects how long the job takes and what it costs overall. Stainless steel works well in many areas, so it’s popular for parts in airplanes, medical tools, and factory equipment. But its strength means tools wear out quicker and jobs run longer. If you grasp how these things connect, you can pick better ways to produce that cut down on extra spending without losing quality. I’ve seen shops save money just by thinking ahead on these basics.
Material Characteristics and Their Impact on Machining Costs
The strength and durability of stainless steel shape how tools act during cuts. Tougher types like 304 or 316 wear tools down faster than easier metals. This means you swap tools more often and face unexpected stops in work. Various types also need set speeds and rates for feeding; take 17-4PH stainless, for example. It often calls for slower turns on the spindle to keep the surface smooth. Pick the best type for what the part needs. That way, you match strength with lower costs. Say corrosion isn’t a big deal. Then, going from 316 to 303 can trim time by about 20 percent. Why? Because 303 machines easier. In one project I recall, this switch helped a team finish orders ahead of schedule without extra hassle.
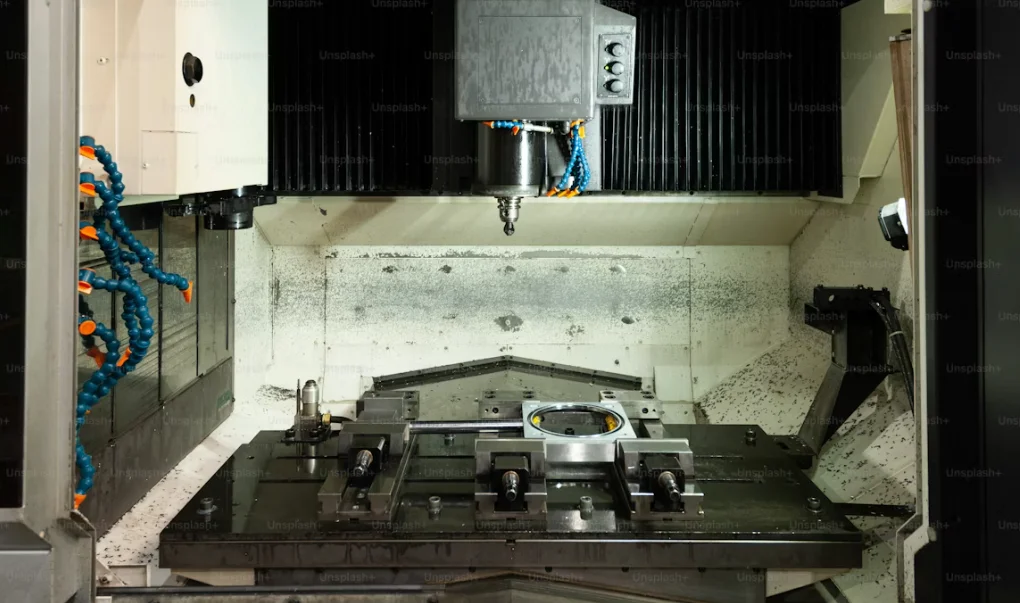
Machine Setup and Operational Factors
Getting the machine ready matters a lot for keeping costs down. Wrong calibrations or poor tool paths stretch out cycle times and boost waste from bad parts. Every switch in setup or tool swap halts the line. That idle time sneaks in and raises daily running costs. Smart planning of jobs cuts these breaks, above all when you process several stainless types in a group. Standard holders that work on different machines also lessen changes in setup. Plus, they speed up waits between jobs. Sometimes, a small tweak in how you group runs makes all the difference in a busy shop.
Optimizing Tooling Strategies for Cost Efficiency?
Tools make up a big share of expenses in stainless steel CNC work. A good mix of tool type, shape, and care routine can drop costs per piece a lot. At the same time, it holds up high standards for exactness.
Tool Selection and Material Compatibility
Carbide tools stay common for stainless steel. They handle heat well and stay firm under tough pressure. Tools with coatings, like TiAlN or AlCrN, do even better. They cut down rubbing where the cut happens. Picking the right tool shape for the exact stainless type counts just as much. Sharper angles help clear chips away. But they might not last if the setup doesn’t back them up right. Think about if a fancier tool’s extra cost pays off through quicker runs or fewer swaps. In practice, I’ve noticed that for high-volume jobs, those coated ones save headaches down the line.
Tool Life Management and Monitoring Systems
Systems that predict when to fix tools have grown key for handling tool life right. They watch things like spindle pressure, shakes, or sound levels. This spots early wear before a tool breaks bad. Watching during the job lets workers change settings on the fly if cutting push goes up. That’s typical with hard stainless types. Over months, looking at this info helps fine-tune cut rules for steady quality in groups. One factory used these alerts to avoid a full day’s loss—real money saved.
Process Optimization Through CNC Programming Techniques?
The way you program shapes both speed and how long tools last on stainless steel pieces.
Advanced Toolpath Strategies for Stainless Steel Machining
Methods like adaptive milling or trochoidal paths spread out the push of cuts along the tool’s edge. This lowers heat that wears things out too soon. Programming with more axes boosts speed by cutting back on moves between steps. It’s a real plus for tricky airplane parts cut from full blocks. Always use software that tests the plan first. It catches bad paths or crash risks before you start for real. From what I’ve heard in the field, skipping this step once cost a shop thousands in scrapped material.
Feed Rate and Speed Optimization
Balancing feed rate and spindle speed matters for good chip shapes in stainless steel CNC work. Change the feed per tooth based on how the material reacts. This aids in clearing chips and stops buildup on the tool. New controls let you adjust while running. They keep things at peak even as tools get older or material strength shifts a bit. Good coolant flow counts here too. Steady stream at the cut spot aids heat control and gives nicer finishes. Picture a run where coolant clogs—sudden rough spots and extra finishing time. Avoid that with basic checks.
Leveraging Automation and Smart Manufacturing Technologies?
Automation changes how CNC places run costs and steady work, especially in big stainless steel output setups.
Integration of Robotics in CNC Machining Cells
Robots that load parts end hand delays between runs. They keep the spindle busy longer each day. For stacks of stainless pipes or cases, robot arms place items exactly. Humans can’t match that over hours. Cobots work with people on repeat jobs like cleaning edges or checking parts. They keep safety in place. In a recent setup I read about, adding robots bumped output by 30 percent without more staff.
Utilizing IoT and Data Analytics for Process Control
Linking with the Internet of Things tracks machine signs live, like spindle load, shake levels, or heat changes. Predictive tools on this info catch problems early. That stops them from turning into big stops that cost cash. Cloud screens pull data from machines in different spots. Managers see how they stack up right away. It’s handy for tweaking several stainless lines at once. Data like this once helped a team spot a vibration issue before it wrecked a batch—smart move.
Material Utilization and Waste Reduction Approaches?
Using raw stuff well cuts total costs straight in stainless steel CNC machining.
Optimizing Workpiece Design for Machinability
Design folks can boost ease of making through smart CAD choices. Cut extra stock to shorten rough cuts and lower waste. Add curves over sharp edges where you can. This eases stress on tools and parts, so they last longer. Teams of designers and machine workers team up. They make sure pieces work well and cost less to build. I remember a case where rounding a corner saved 15 minutes per part—small change, big savings over 1,000 units.
Recycling and Reuse of Scrap Materials
Chips from turning or milling stainless should sort by type. Mixed bits sell for less at recycle spots. Deals with sellers for buying back scrap aid loop-back making. It offsets fresh material buys as time goes. Left-over starts from old jobs can turn into small pieces instead of trash. That’s an easy way to make your stock go further. Shops that do this often see returns in under a year, from what pros share.
Quality Control as a Cost Reduction Mechanism?
Checks for quality do more than guard your name. They stop expensive fixes that cut into gains.
Precision Inspection to Avoid Rework Costs
Check early with machines that measure points. They find size errors before parts move to next steps. Auto checks hold true measures even in rush times. This cuts need for hand looks that tire out over long days. Stats ways to watch trends in fits let you fix ahead, not after. In tight spots, this approach has pulled teams out of rework jams more than once.
Reducing Defects Through Process Stability Improvement
Steady ways give sure results. Wobbly ones waste through uneven quality or too many tool breaks. Find why things vary, like heat stretch or wrong coolant. Fix the system quicker. Plans like Six Sigma give steps to study issues until good fixes stick. It’s not always perfect, but it works over time with real effort.
Workforce Skill Development and Process Knowledge Enhancement?
People’s know-how stays key in auto setups. Pros read small signs machines miss still.
Training Programs Focused on CNC Efficiency
Trained workers grasp how tiny changes hit finish or chip shapes on live runs with stainless types. Train across machine kinds for flexible shifts. That keeps work going if someone misses a day. Workshops on new tools keep groups up on fresh ways in the field. Hands-on sessions beat theory every time, based on shop talk.
Knowledge Sharing Across Production Teams
Write down wins from good jobs. Share them across the plant, not stuck in one area. Open talks between designers, coders, and shop folks speed up fixes for new hurdles in test or big runs. It builds a team feel that pays off in smoother days.
FAQ
Q1: What is the biggest factor affecting cost in stainless steel CNC machining?
A: Tool wear caused by stainless steel’s hardness is typically the largest contributor since it increases both replacement frequency and downtime costs.
Q2: How does automation reduce expenses in CNC shops?
A: Automation minimizes manual intervention during loading/unloading cycles, allowing machines to run continuously with fewer interruptions per shift.
Q3: Why choose coated tools over uncoated ones?
A: Coated tools reduce friction at high temperatures common in stainless cutting environments, extending lifespan while maintaining sharpness longer than uncoated versions.
Q4: Can recycling really make a difference financially?
A: Yes—segregating scrap by grade enables resale at higher market prices while lowering raw material purchases over time through reuse initiatives.
Q5: How does operator training influence overall efficiency?
A: Skilled operators fine-tune parameters based on real-time feedback from machines, preventing minor issues from escalating into major quality defects that require rework later on.